Sheet metal forming is a key manufacturing process, where forming accuracy directly impacts product quality and performance. One common issue encountered during bending and forming is springback, where the metal partially returns to its original shape after the external force is removed. This elastic recovery causes deviations from the intended dimensions and can complicate assembly. As a result, springback remains one of the main challenges in sheet metal fabrication. This article examines the causes of springback and presents practical strategies for minimizing its effects. By considering the roles of material properties, process parameters, and die design – supported by experimental data and production experience – we outline effective methods for improving precision in sheet metal forming.
What is Spring Back in Sheet Metal Bending & Forming?
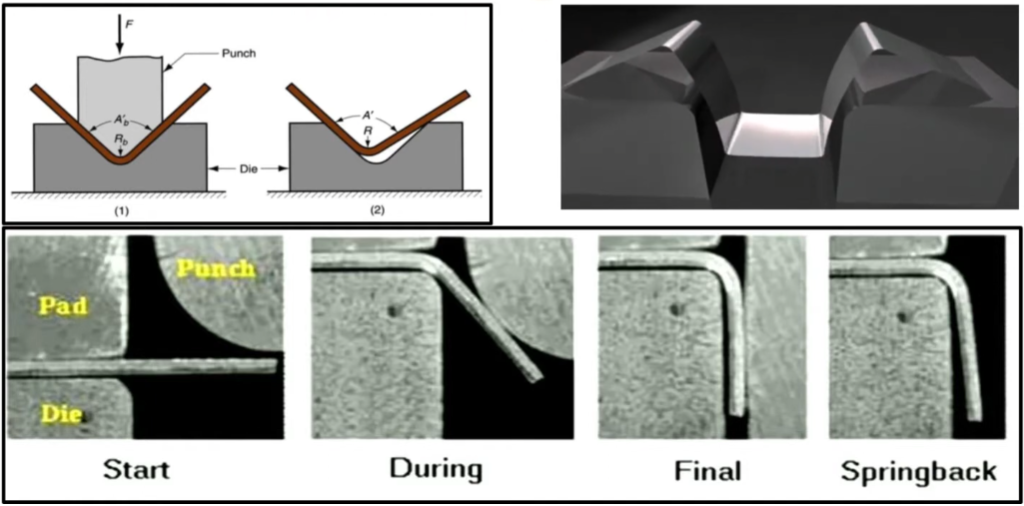
Springback refers to the tendency of sheet metal to return partially to its original shape after undergoing plastic deformation during a bending or forming process. When an external force is applied, the material first deforms elastically and then plastically. After the force is removed, the elastic portion of the deformation is recovered, causing the material to “spring back” slightly. This results in dimensional deviations between the intended and final shapes.
Springback is a common issue in sheet metal forming. It affects the accuracy of parts and complicates assembly processes. Addressing this issue effectively is important for achieving high-accuracy components in manufacturing.
What Causes the Springback Effect in Sheet Metal?
A combination of material properties, process parameters, and mold design influences Springback. Below are the key contributing factors:
1. Material Properties
- Elastic Modulus: Elastic modulus measures a material’s resistance to deformation under stress. A higher modulus means stronger elastic recovery, leading to more springback. For example, stainless steel (200 GPa) shows more springback than aluminum alloy (70 GPa) under identical conditions. Materials with high modulus experience more elastic deformation during forming and thus tend to recover more upon unloading. Experiments show U-bent stainless steel can spring back over 15% of the initial angle, compared to ~5% for mild steel.
- Yield Strength: Materials with higher yield strength resist plastic deformation more, meaning more of the deformation remains elastic. This results in more springback after unloading. 6061-T6 aluminum, with a yield strength of ~276 MPa, springs back more than mild steel (~210 MPa).
- Hardness: Harder materials resist plastic deformation and experience more elastic deformation, leading to greater springback. High-carbon and alloy steels, for example, often exhibit 15–20% more springback than softer materials. These materials require special process adjustments like over-bending or specific die designs to compensate. Softer materials like aluminum or mild steel deform plastically more easily and show less springback.
- Work Hardening: Materials that harden during deformation become more resistant to further plastic deformation, which increases springback. Cold-rolled steels with noticeable work hardening can experience springback exceeding 10% of the original bend angle.
- Temperature Effects: Higher forming temperatures reduce both elastic modulus and yield strength, which helps reduce springback.
2. Process Parameters
- Bending Radius to Thickness Ratio (r/t): A smaller r/t ratio increases plastic deformation and reduces springback. However, if too small (r/t < 2), it may cause cracking. Keeping r/t between 2–3 is effective for materials like aluminum.
- Bending Angle: Larger bending angles typically lead to more springback. Using multiple or segmented bends can help reduce this.
- Bending Force: Increasing the force can enhance plastic deformation, reducing springback. However, excessive force should be avoided to prevent damage.
- Die Clearance: A tighter die clearance (5–10% of sheet thickness) helps reduce springback by limiting elastic recovery.
- Forming Speed: Lower speeds result in more uniform stress distribution, reducing springback.
3. Mold (Die) Design
Die design directly affects springback. Using arc-shaped or adjustable punches optimizes stress distribution and reduces elastic recovery. Zero-clearance dies better constrain material flow. Blank-holding devices and elastic elements (e.g., polyurethane rubber) help reduce stress concentration and springback. For high-strength steels, adjusting blank-holder force can reduce springback by about 15%. Multi-stage or segmented forming is effective for complex parts and can control springback to under 10%. Increasing die rigidity also minimizes die deformation and improves forming precision.
How to Calculate Springback for Sheet Metal?
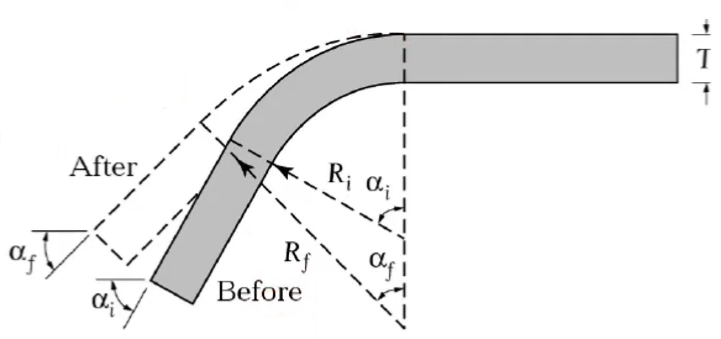
Spring back is the elastic recovery that occurs in a metal after it has been plastically deformed during bending. Once the external force is removed, the material tends to return closer to its original shape, resulting in a change in the bend angle and radius. This change must be accounted for when designing precision parts.
Key Concepts
- The bend radius increases after springback.
- Materials with higher yield strength and lower elastic modulus tend to exhibit more springback.
- After the forming force is removed, the bend allowance stays the same, but the bend radius increases due to elastic recovery.
Springback Ratio Formula
The relationship between the initial bend radius (after forming) and the final radius (after springback) can be expressed as:
Ri / Rf = 4 × (RY / ET)^3 – 3 × (RY / ET) + 1
Where:
- Ri = Radius before springback (after forming)
- Rf = Radius after springback (final shape)
- R = Bend radius
- Y = Yield strength of the material
- E = Elastic modulus of the material
- T = Sheet thickness
This formula shows that when the ratio of yield strength to elastic modulus (Y/E) increases, springback becomes more pronounced.
Springback Factor (K)
Springback can also be described in terms of the bend angle using the springback factor K, which is the ratio of the final bend angle to the initial bend angle:
K = αf / αi = (2Ri / t + 1) / (2Rf / t + 1)
Where:
- αi = Bend angle before springback (imposed angle)
- αf = Final bend angle after springback
- Ri = Initial radius (before recovery)
- Rf = Final radius (after springback)
- t = Material thickness
Interpreting the Springback Factor
- K = 1 → No springback (ideal scenario)
- K < 1 → Springback has occurred
- K = 0 → Total elastic recovery (theoretically full springback)
These calculations help improve forming accuracy, especially when working with harder metals or tighter tolerances.
How to Reduce or Avoid Spring Back in Sheet Metal Forming?
To effectively control springback, an integrated approach involving material selection, process optimization, and die design is essential:
1. Material Selection and Pretreatment
Choose materials with:
- Lower yield strength,
- Moderate elastic modulus,
- Low hardening index.
Examples include aluminum alloys and mild steel. Heat treatment (e.g., annealing) can reduce internal stress and springback by 10–15%. Surface treatments like shot peening and rolling introduce residual compressive stress, improving surface hardness and reducing springback by 5–10%. Preheating materials before forming can lower hardening effects and springback—for instance, preheated aluminum parts show ~12% less springback.
2. Process Optimization
Accurate control of the r/t ratio ensures sufficient plastic deformation. Adjusting bending force and angle, and using multiple or segmented bends, effectively reduces springback. Increasing bending force from 50 kN to 65 kN can reduce springback in mild steel by ~15%. Slower forming speeds (20–30% lower) help improve stress distribution and surface quality, reducing springback by 10–15%. CNC equipment can precisely control these parameters.
3. Die Design Improvements
Optimizing punch and die geometry reduces springback. Arc punches reduce stress concentration, and zero-clearance dies enhance control. Blank-holding force and elastic elements reduce over-deformation. For high-strength steels, proper blank-holder adjustment can reduce springback by ~15%. Multi-stage forming is especially effective for complex parts, and increasing die rigidity further minimizes deformation, boosting precision.